

PEIpro®
PEIpro® is the leading PEI-based DNA transfection reagent that offers flexibility and scalability for viral vector manufacturing.
![]()
![]()
The demand for viral vectors is increasing exponentially due to the success of in vivo and ex vivo gene therapies as they progress through the clinic and the growing number of other novel therapies under development. Still, manufacturing of viral vectors at scale presents several challenges, including reliable sourcing of high-quality raw materials and the development of robust, efficient processes that afford high titers of high-purity vector products. For the manufacture of lentiviral vectors (LV), both issues can be addressed with PEIpro® transfection reagent at any process stage.
 |
Julien Depolier, Ph.D, Director Strategic Partnerships at Polyplus®. |
 |
Filipe Cristovão, Head of USP Development at VIVEbiotech. |
|
|
Natalia Elizalde, Ph.D, Business Development Director, VIVEbiotech . |
 |
Alengo Nyamay’antu, Ph.D, Scientific Marketing & Communication leader at Polyplus®.
|
It is no secret that biomanufacturing supply chains are complex, requiring many different things like media, serum, supplements, and more, to be successful. Beyond supply chain challenges, the production of LV at large scale requires multi-step separation and packaging of plasmids, making quality an even bigger priority. Stricter raw materials guidelines, including the European EU Annex 1: Manufacture of Sterile Products and EudraLex Volume 4 Part IV: Guidelines on Good Manufacturing Practice specific to Advanced Therapy Medicinal Products (ATMPs), have also played a key role in changing the approach to raw materials used in early stages.
Both regulations make it clear that any ingredients used to manufacture sterile products, including ATMPs, even if they do not appear in the final product, are considered raw materials. Increasingly, regulatory agencies have stated that raw materials for GMP production of drug products should be of the highest possible quality and produced under GMP-like conditions.
Knowing this, the team at VIVEbiotech is driven to optimize processes for both titer and purity at early stages to minimize impurities and streamline scalability and cost effectiveness from the outset. Each process is adapted to the needs of each specific LV and every development phase.
Whether working with internal or contracted capacity process flexibility is also important. Customers working with VIVEbiotech can either supply their own specific transfer plasmid and use VIVEbiotech helper plasmids, or the customer can supply all four. It is important to note that most are using pseudotypes of vesicular stomatitis virus (VSV).
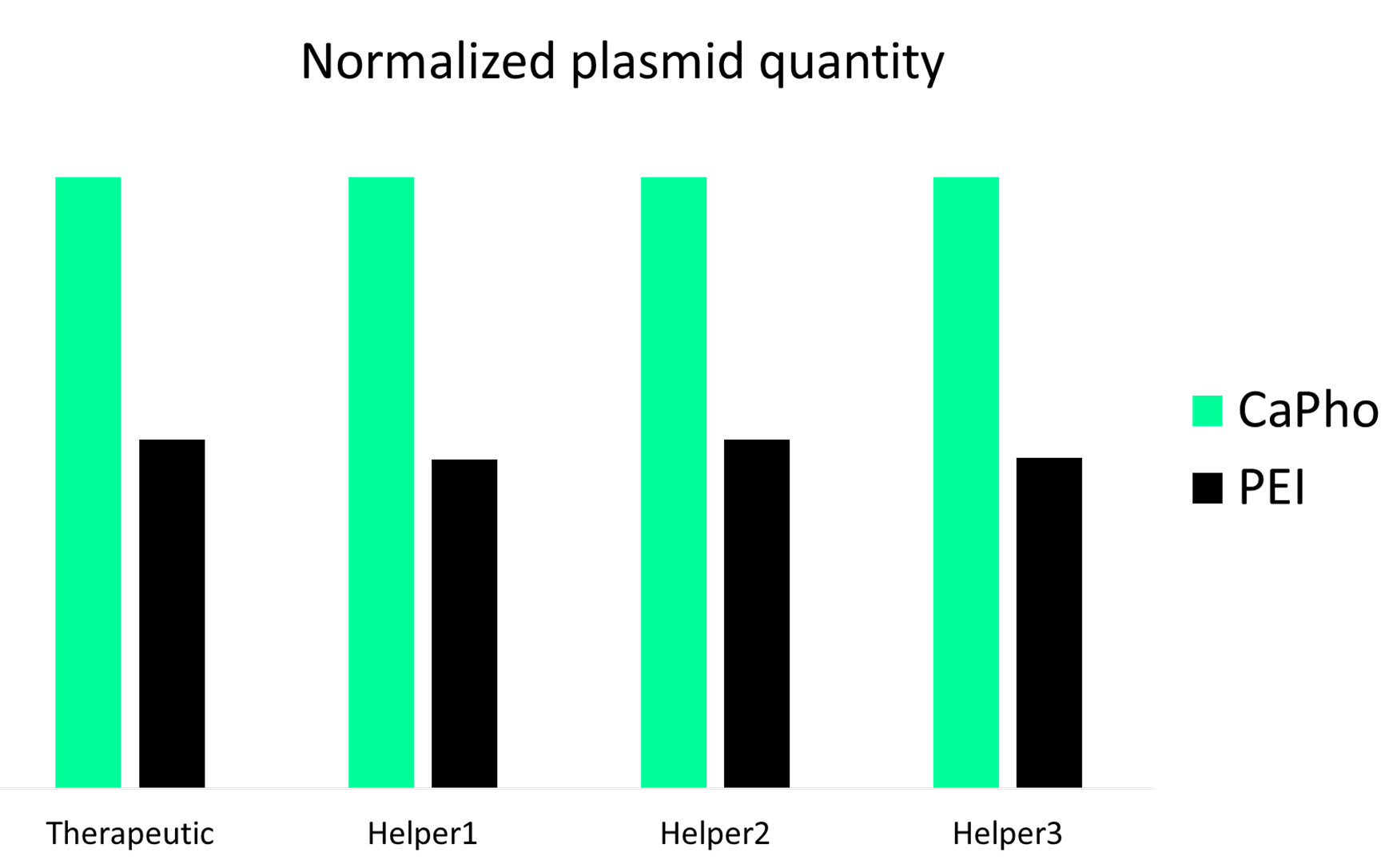
One of the key raw materials for viral vector production—aside from plasmids—is the transfection reagent. VIVEbiotech initially used calcium phosphate, but this reagent is sensitive to temperature and pH shifts, which results in significant variability. This issue led the company to switch to PEIpro®, gold standard transfection reagent for viral vector production. When VIVEbiotech switched, the result was more efficient transfection processes, greater productivity, and less inter-batch variability, which combined led to reduced costs. For instance, one comparison of an LV run using calcium phosphate and PEIPro showed a 50% reduction in the quantity of plasmids required.
PEIpro® is highly versatile, exhibiting compatibility with most cell culture platforms (shake flasks, cell factories, fixed-bed and stirred-tank bioreactors) used for adherent and suspension processes. It is suitable for use with HEK-293, HEK293T, 17 SF, and HEKExpress cells to produce lentivirus at small to large scale.
Notably, PEIpro® is the only transfection reagent for viral vector manufacturing available in research, high-quality, and GMP grade. This affords viral vector manufacturers cost-effective options for process development and larger scale production. All three products provide equivalent viral vector yields, generating high titers independent of scale, manufacturing platform, and vector type. In addition to being chemically defined, free of animal-defined components and ready-to-use, all three grades are offered with extensive quality control and regulatory documentation.
The demand for viral vectors is increasing exponentially due to the success of in vivo and ex vivo gene therapies as they progress through the clinic and the growing number of other novel therapies under development. Still, manufacturing of viral vectors at scale presents several challenges, including reliable sourcing of high-quality raw materials and the development of robust, efficient processes that afford high titers of high-purity vector products. For the manufacture of lentiviral vectors (LV), both issues can be addressed with PEIpro® transfection reagent.
In the general VIVEbiotech process, adherent HEK293T cells are first expanded in flatware and then in three dimensions within a fixed-bed bioreactor. Transient transfection is then performed in the bioreactor via perfusion cell culture followed by harvest of the crude bulk, which is clarified via microfiltration and treated with endonuclease. The LV is then purified using anion exchange chromatography, sterile filtered, and subjected to concentration and diafiltration into the final buffer formulation followed by fill/finish.
Raw materials for LV processes include HEK293T cells, which are used because they function well in the fixed-bed bioreactors and afford high-purity vectors at high titers using fewer cells, as well as the cell-culture media, supplements, packaging and transfer plasmids, buffers, enzymes, and transfection reagent.
As a multivariate process, transient transfection requires fine tuning of each step to optimize LVV production from a cost perspective. A design-of-experiment (DoE) approach is employed to enable simultaneous assessment of multiple parameters that can influence LV production in a timely manner.
The first step is formation of the plasmid DNA-transient transfection complex. There are several parameters that must be explored to optimize this step. The transfection agent-to-DNA (3:1, 2:1, or 1:1) and DNA-to-cell surface (0.1 mg, 0.2 mg, 0.3 mg, 0.4 mg) ratios, as well as the ratios of the four different plasmids impact the cost and efficiency of the complexation process. The transfection agent and DNA concentrations in the transfection mix must be optimized to avoid precipitation, while the mixing and handling procedure influence complex formation and homogeneity, and the order of addition impacts complex size and homogeneity. Different media and supplements affect complex formation. Finally, the time for complex formation (10 to 30 minutes) influences the size of the transfection agent/DNA complex and its ability to mediate endocytosis.
In the transient transfection step itself, the choice of cell line can impact productivity. The viable cell density at transfection and the cell health both influence the transfection efficiency and productivity and can be affected by the perfusion ratio. Similarly, the pH, dissolved oxygen, temperature, agitation (shear), and process volume and concentration also affect transfection efficiency and productivity because LVs are sensitive to these conditions. The culture media and feeding strategy can impact cell growth, the rate of transfection and production of the vector, while the time of harvest can affect the productivity and level of contaminants. The nature and concentration of the transfection agent/DNA complex and its contact time with the cells impacts endocytosis, transfection efficiency and transcription.
The sensitivity of LVs to environmental conditions must also be taken into consideration once the vector has been harvested. Furthermore, it is important to remember that every change made upstream will influence the requirements for downstream processing.
The importance of the cell line and cell density on the transfection step for a specific lentiviral vector were explored by running different batches with different viable cell density (VCD) values and two different cell bank batches. In the first case, the fraction of transfected cells was improved by 50% through optimization of the VCD. Similarly, the productivity as indicated by the total number of transducing units (TU) was increased by approximately 50%.
Using a DoE approach to investigate these various process parameters, transfection efficiencies of greater than 90% have been realized at both at lab scale in flatware and at larger scale in fixed-bed bioreactors (2.4 sq mm, 10 sq m, 30 sq m). Intermediate batch sizes are achieved by running one to four 2.4 sq m runs in a row and combining them prior to downstream processing. The smaller bioreactor is ideal for process development, while the 10 and 30 sq m bioreactors are suitable for production of clinical materials for early and later-stage trials, respectively. For larger trials, two 30 sq m runs can be performed and combined before purification. Currently VIVEbiotech is installing a 200 sq m bioreactor to support even larger clinical trials and commercial production.
![]()
![]()
Working with a supplier that can offer research to GMP grades with equivalent performance helps projects move from early to late development phases more efficiently. Those suppliers need to be open to auditing and follow quality agreements closely. Data sharing is critical regarding any inter-lot or intra-lot variability of raw materials, which can directly impact the variability of viral-vector manufacturing processes.
Implementing a quality-by-design (QbD) approach to process development combined with adoption of a broad vision of the manufacturing process early on can, meanwhile, further contribute to the identification of the widest applicable design space and lead to more robust and reliable production processes. In addition, a QbD approach can help viral vector producers avoid validation and comparability challenges as projects move the later manufacturing phases.
